
开缝内衬冷挤压
FTI的开缝内衬冷挤压系统是一种经济有效的解决金属结构孔疲劳裂纹问题的方案。开缝内衬冷挤压是通过拉动预装有干膜润滑开缝内衬的锥形芯棒穿过铝制、钢制或钛制材料中的孔来实现的。一次性开缝内衬的作用是降低芯棒所需的拉力,保证初孔适当的径向挤压量,避免初孔内壁的损伤,并且实现单侧操作。
开缝内衬冷挤压的工艺原理是在孔周围引入有益的永久残留压应力。当芯棒被牵引穿过初孔时,会引起材料径向塑性变形,形成一个环状残留压应力区域,该区域可延伸到超过孔边缘一个直径的距离。
开缝内衬允许单边操作,并且可以保护孔不受因芯棒挤压过程中产生的较大摩擦力的影响。冷挤压产生的残余压应力从两方面显著提升孔的疲劳寿命,一方面是降低应力强度因子,另一方面是通过减小孔的应力比延缓了裂纹生长。残留压应力切向力的峰值量级约等于材料的抗压屈服强度。残留压应力区域的范围是从孔的边缘延伸孔的一个半径到一个直径,对于多数材料,多达直径的1/2英寸(12.7mm)。张应力平衡的区域在切向压应力区之外。
开缝内衬冷挤压的优点
• 大多数情况下,至少可以提高3倍的疲劳寿命;
• 阻止小裂纹生长;
• 替代重新设计的成本效益;
• 不增加结构重量;
• 工艺便捷,且可单边操作;
• 应用于所有的常见航空材料;
• 同时适用于生产和维修;
• 可实现自动化;
冷挤压到合适的尺寸
冷挤压达到的尺寸与标准开缝衬套冷挤压达到的尺寸相同,但是这套工艺消除了孔的终绞。冷挤压达到的尺寸与被挤压的材料有关,并且工具的设计也与材料的性质有关。通过了解不同的材料在受到开缝衬套径向挤压时的变化规律,FTI可以预测终孔的大小。在生产过程中,达到冷挤压要求的尺寸是理想的结果,在实际的情形中,也出现返工的情况。而且,在自动化钻孔/紧固件插入的集成系统中,冷挤压也能达到要求的尺寸。
埋头孔冷挤压
冷挤压也可以应用于埋头孔。这个工具被专门设计,用于挤压孔的埋头和直筒部分。埋头孔的冷挤压既可应用于新产品的生产,也可以应用于维修。
安装及工装系统
开缝内衬冷挤压工具系统同FTI其他系列的产品使用相同的拉枪和液压泵。还有芯棒、开缝衬套、鼻顶帽及其他耐用工具。一个完整的冷挤压系统包括但不限于:
• 刀具
• 芯棒和鼻顶帽
• 开缝内衬
• 检测量规(组合量规和芯棒量规)
• 拉枪、液压泵
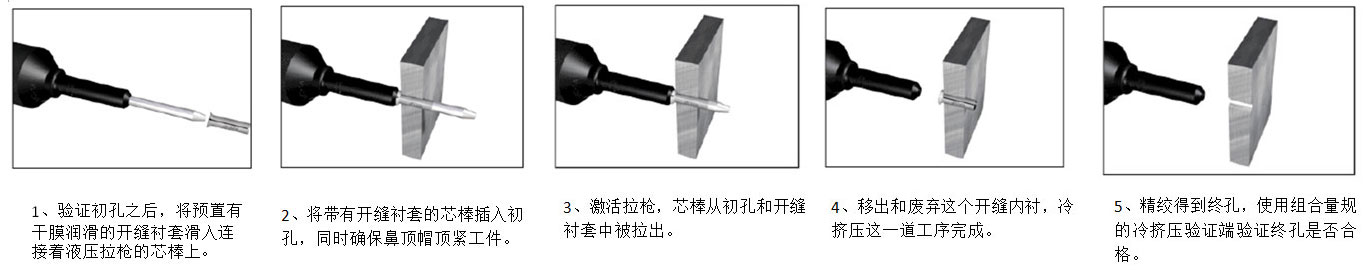
安装步骤
下图是冷挤压开缝内衬操作的基本步骤:
-
 PM系列固定振幅0.00
PM系列固定振幅0.00 -
AG系列产品0.00
-
PT5020数控车床0.00
-
PG系列可调振幅0.00
-
MS1215压电式主轴0.00
-
UJ系列0.00
-
MI自动进给钻0.00
-
开缝内衬冷挤压系统0.00
-
压合衬套安装系统0.00
联系方式
手机:18192263270
传真:029-68518810
邮箱:info@xaala.cn zhang.jiaqi@xaala.cn
地址:陕西省西安市高新区锦业路1号都市之门B座11101室
 029-68518812
029-68518812 E-mail
E-mail whatsapp
whatsapp